日本控制轧制技术发展的直接原因及发展趋势
日本厚板控制轧制技术在1960年后期得到了迅速发展,有的甚至达到了世界最先进的水平。到1963年前后,日本已经开发吸收了美国控制轧制技术中的铌(Nb)系非调质高强钢,也得到了许多英国BISRA方面的研究信息。最重要的原因是当时正处于石油能源开发的高潮,在阿拉斯加等高寒地带必须使用低温韧性好的高强度管线钢,在该市场需求推动下,重视出口的日本各大钢铁公司对此开发倾注全力,在短时间内利用控制轧制技术成功地开发了这种管线钢。当时也借助于各公司所配置的最新型厚板轧机设备,也是一项有利因素。当时的研究开发是同时多渠道进行的,在此难以对各公司的开发成果的优劣进行先后顺序的评价。因此,下面所介绍的仅仅是众多研究成果中较典型的很少的一部分。无论从哪方面来说,都堪称当时技术进步的典范。
从日本钢铁协会演讲大会发表的内容可看出这个领域的研究趋势。首先,自1963年起,开始了关于铌(Nb)钢的报告,1966年召开了微量铌(Nb)对结构用钢的特性影响(尤其是针对强化机理)研讨会。关于铌(Nb)的效果及其强化机理、对粒度的影响等发表的报告数在1967年是最多,以后又提到了钒(V)、钛(Ti)等。1970年以后,开始讨论添加微量元素与控制轧制之间的关系。60年代中关于这些元素的研究,在沿袭欧美研究成果基础上,有新见解的报告似乎不少。从1966年到1967年,钢铁基础共同研究会微量元素学会对“关于微量元素铌(Nb)在钢中的作用”进行了共同研究。
关于厚板控制轧制的报告,以1968年作者本人的演讲为开端,到1970年以后每年都有几篇,1971年和1973年还召开了专题演讲会。这些研究报告不仅仅局限于对欧美研究成果的证实,而在于弄清更先进的实际生产多道次轧制的金属组织控制技术及其机理,可以说该时期已达到了世界最高水平。促成如此高技术的推动力应归功于寒冷地带的一系列大规模管线建设,其中最重要的是日本钢铁厂于1969年接受的TAPS订货(Trans AlaskaPipelines Systems横穿阿拉斯加管线系统),即外径为1219mm的大直径高强度X65管线钢。这是从阿拉斯加的北坡横穿阿拉斯加一直到太平洋岸边输送原油的管线,规模庞大,其管线长1400km,钢材总量达50万t。该管线的低温韧性要求值按―10℃的夏氏试验:冲击值在50ft-16(68J)以上,塑性断口率在50%以上,要达到该水平按照当时的正火或者低温轧制等技术是不可能实现的。为此,各钢厂家从1968年前后进行了真正意义的控制轧制技术研究。这些研究成果的论文陆续发表,并且于1972年集所有研究成果发行了《铁と钢》的门[调质高强钢的研究和开发]专辑。该技术以前被称为"Controlled Rolling'’,自从该专辑发行后便称为“控制轧制”。此外从演讲来看,在1970年到1971年,还有报告相变强化型,即所谓的低碳贝氏体钢的开发,由此可看到新成分系的开发动向。
控制轧制技术的建立
1 钢厂的控制轧制方针
关于控制轧制及其基础论文,自1972年以来迅速增多。作者所在的研究小组从较早时期就开始丁系统地研究并发表许多篇论文,然而公开发表的论文前后并不是按时间顺序排的,在此举一个代表性例子进行简单说明。1969年久保田等”’研究人员根据之前得到的未公开发表的结果,对厚板的控制轧制技术提出了综合性指标(从这以后未公开的资料按其顺序发表),并且根据该钢厂的轧制结果作了报告。其假设类似图1(无添加铌时的Si-Mn钢),将多道次轧制的效果简化后作了如下的假设:(1)1000℃以上的轧制,奥氏体迅速再结晶变成粗晶粒。因而,该区域轧制道次虽然对防止产生魏氏体组织等的正常化起到了作用,但对铁素体的细粒化都不起作用(Range Ⅰ)。(2)1000―900℃范围的轧制是奥氏体晶粒较细的区域,铁素体晶粒也细(RangeⅡ);(3)在900-850℃以下,即便进行压下,奥氏体在未再结晶状态下不会细粒化,但铁素体・珠光体组织被细化。这被认为是由于γ→α。相变的相变核增加,如同冷轧效果一样依赖于累积压下量(RangeⅢ)。此外,铌在其各个温度范围向高温侧约偏移100℃。RangeⅡ和RangeⅢ范围中的铁素体细粒化的效果可认为是从机理上推算上去的。因此,控制轧制中铁素体晶粒细化效果只要在低温特定温度(950-850℃)以下累积压下率达到目标值即可。例如钢厂轧制的Nb/V钢的低温韧性和900℃以下的合计压下率之间的关系示于图2。
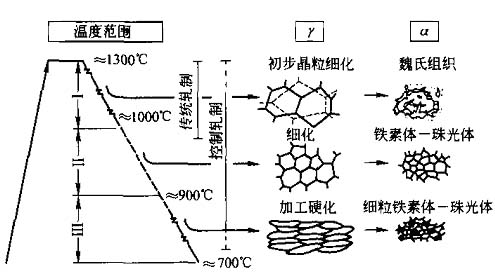
图1 连续轧制中轧制温度对奥氏体组织和铁素体组织的影响模式
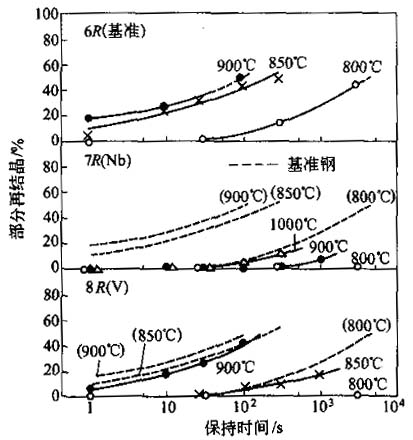
图2 管线用厚板轧制中900℃以下的总压下率和断裂转变温度的关系(10mm厚)
2 奥氏体的再结晶
热加工引起的组织变化,原则上较重要的是奥氏体的再结晶变化情况,如上所述发表了许多研究报告,作者同仁等当时意识到该问题,并对此进行了研究。将0.24C-0.5Si-1.5Mn 钢加热到1300℃以后,改变温度进行33%的轧制,保持在该温度再结晶,详细观察了奥氏体组织。再结晶核在奥氏体晶粒界面和双晶界面产生,核产生的频度在局部有波动,且不均匀,揭示出粗晶粒奥氏体发生的再结晶是不均匀进行的。1000℃时,表现出动态再结晶过程的参与作用。也发现了未再结晶晶粒界面的移动和鼓胀型晶核的生成,但对总的再结晶过程的作用少。铌能很好地抑制再结晶,钒的抑制效果弱,在900-850℃出现其效果(图3)。
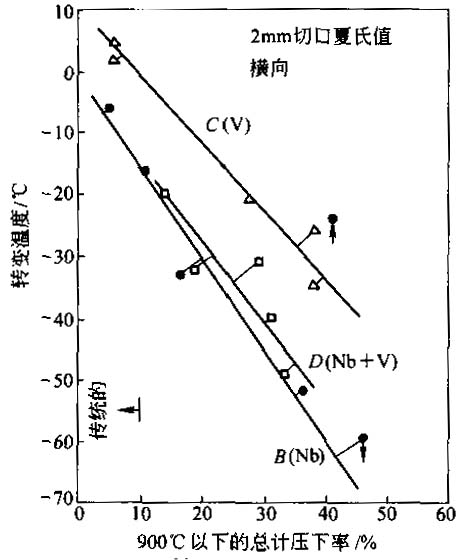
图3 奥氏体热加工后再结晶的进行
基本成分:0.23C-1.5Mn、Nb0.03、V0.05,1300℃加热,33%轧制
3 多道次轧制中铁索体晶粒的细化机理
在此研究的同时,作者用0.18C-0.44Si-1.36Mn钢为试件,将其加热到1300℃或1150℃,调查了对从1个道次到多道次轧制的相变组织变化(精轧厚度通常为20mm)。归纳结果如下:首先,加热到1150℃后,改变温度和压下率进行轧制后,空冷的组织分类示于图4b。如果1150℃不轧制而空冷的话,则会变成魏氏组织(论文中用代号w表示)。如果轧制一个道次,则可得到各种相变组织。即10%的压下率在任何温度下奥氏体都不发生再结晶,在700℃时任何压下率都不再结晶而变成魏氏组织。根据再结晶温度,25%、40%的轧制将使奥氏体多少因再结晶而细化晶粒,变成铁素体、珠光体组织,偶尔混有部分魏氏组织。但是,在未再结晶温度进行25%、40%轧制时,如图5所示,原始奥氏体晶粒内会产生大量的微细铁素体,而在晶界以外,却受到从晶粒内产生的铁素体相变核的生成的促进(论文中称该组织为w)。
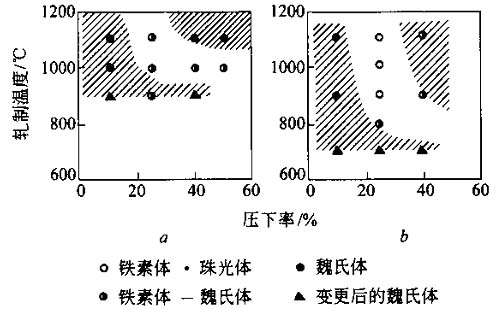
图4 轧制一个道次时的相变组织分类
0.18C-1.36Mn钢,加热温度:a-1300℃,b-1150℃
“奥氏体状态”-左侧阴影部分:未再结晶;中心的白色区:再结晶;右侧阴影部分:粗大再结晶
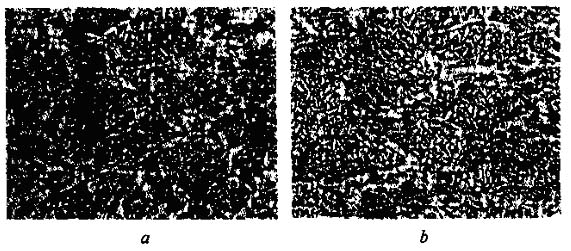
图5 奥氏体再结晶温度以下大压下变形时的组织(与图4的试验钢相同,加热到1150℃)
a- 700℃,25%压下率;b-700℃,40%压下率
其次,加热到1300℃后,进行下面4个系列的轧制试验。(1)1个道次以20%的定压下率轧制,最终轧制道次温度为900℃,在高温侧进行增加轧制道次的轧制(即轧制开始温度随轧制道次数增多),结果如图6所示。金相组织在2―3个道次时是魏氏组织状态,再增加轧制道次,虽然变成铁素体、珠光体,但是不发生铁索体的晶粒细化。也就是高温轧制虽然使奥氏体再结晶相变为铁素体、珠光体晶粒,不再结晶成为使铁素体晶粒细化的细粒奥氏体。(2)将开始轧制温度固定在900℃,与前面相反,在低温侧进行增加道次数的轧制(终轧温度随轧制道次数下降),结果示于图7。最初为魏氏组织,随着轧制道次数的增加变成在原始奥氏体晶粒内生成微细铁素体的组织,最终成为极其细微的层状铁素体、珠光体组织。虽然没有发生奥氏体的再结晶,但是随着对奥氏体累积压下的同时金相组织微细化了。在上述的任何一种情况下,力学性能随金相组织的变化而变化,尤其如图7中所示,强压下时,奥氏体相变时屈服点的上升以及转变温度的降低很明显。(3)轧制温度范围(轧制开始温度-轧制终止温度),将其固定在200℃进行改变轧制温度的试验,结果已在前面有过分析。(4)在全压下量一定(140mm→20mm)的条件下,进行了变化轧制温度、轧制道次、压下量形式的轧制,其结果是铁素体晶粒大小、断裂转变温度与低温侧的累积压下率有关。例如,设hf为精轧厚度,h(950)为轧制温度950℃时的板厚,则断裂转变温度与压下比h(950)/hf有很好的相关关系,以上结果可运用图1进行说明。也就是在各个温度区域的轧制效果,在高温区域I内奥氏体再结晶引起晶粒预细化;区域Ⅱ内反复再结晶造成奥氏体的晶粒细化;区域Ⅲ内因奥氏体未再结晶加工增加了铁素体核的生成。即区域I的主要的效果是相变组织的正常均匀化。区域Ⅱ是该区域内累积压下量越大,越是反复再结晶,奥氏体乃至铁素体晶粒细化的可能性也越大。区域Ⅲ是由于累积加工的作用,奥氏体晶粒的伸长效果和晶粒中晶核的生成,使铁素体晶粒细化。在区域n和区域Ⅲ内轧制造成的铁素体晶粒细化的机理不同,可认为具有加法性质。因此,作为描述控制轧制的指标,用奥氏体再结晶成为细晶粒那一温度下的压下比,例如上面的f(950/hf)或累积压下比(区域Ⅱ+区域Ⅲ)。另外,强化区域Ⅲ的轧制,将使相变组织的集合金相组织发达,可以认为由于轧制后奥氏体具有的特定方位关系相变成为铁素体的缘故。

图6 从高温侧增加轧制道次时组织和力学性质的变化
实验为图4的钢加热到1300℃后,精轧温度固定为900℃,从高温侧以1个道次20%压下率增加轧制道次
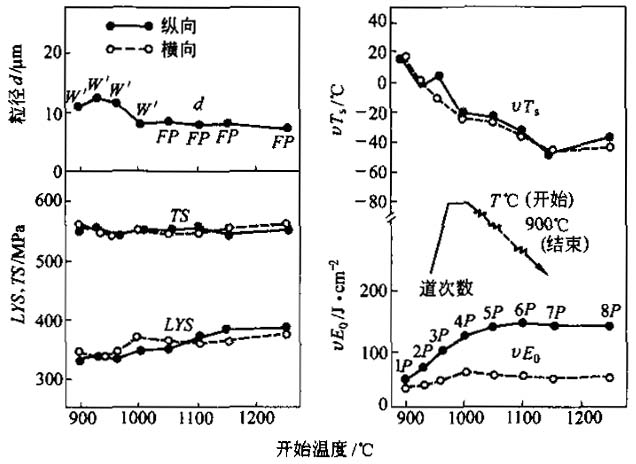
图7从低温侧增加轧制道次时组织和力学性质的变化
实验为图4的钢加热到1300℃,开始轧制温度固定为900℃,从低温侧以1道次20%压下率增加轧制道次
图8 低温下的压下比(h(950)/hf)和断裂转变温度(vTs)的相关关系
h(950):950℃时的厚度;hf:精轧板厚(20mm)
除了上述的C-Si-Mn钢以外,对铌钢(O.19C-0.13Si-0.99Mn-0.33Nb)和软钢(0.12C-0.02Si-0.59Mn)也作了同样的试验。综上所述,可得到如下述结论:铌钢的奥氏体的再结晶温度高,因此在控制轧制区域Ⅲ的效果重要。低碳钢相变温度高,得不到奥氏体区的控制轧制效果,在低温精轧为铁索体相变后的轧制,而且铁素体的再结晶温度比相变温度低,因此造成铁索体晶粒粗大,结果是低碳钢的铁素体晶粒细化困难。
4 钢材控制轧制的综合合金设计
关于铁索体、珠光体最佳合金成分的厚板综合控制轧制技术,松原等发表有报告(卷末附复印资料)。其性能,除了高强度、良好的低温韧性(断口转变温度)以外,作为当时的要求,考虑的是高延展性(冲击试验自身能量)。首先,作为微量元素,铌不仅能提高强度,还可通过控制轧制大大改善断裂转变温度,因此Nb是不可缺少的元素。另外,钒可以提高强度,但不能改善断口转变温度。但是,当只靠铌强化不充分时,复合添加Nb+V是有效的。关于铌或钒系中锰的强化作用已经有报告指出,0.5%以下的铜(Cu)、镍(Ni铬(Cr)都有同样效果,这说明连续冷却中的相变点的降低引起析出强化增加。如果铌系碳从0.13%降低到0.03%,则由于珠光体分率减少使拉伸强度下降,但是铁素体结晶粒不变,因此屈服点及断口转变温度不变。另一方面,自身能量(Shelf Energy)会因珠光体的减少而大幅度增加。C方向的自身能量在硫为0.01%以下时大大改善,通过横向轧制也可改善,这一事实的定量关系被揭示出来。在钢厂轧制中,Nb+V系,在900℃以下的累积压下率和断裂转变温度间表现出很好的相关关系。因此生产方案可用下面的图解表示:LYS、TS、Ceq→化学成分,vTs→控制轧制(化学成分),冲击值(自身能量)→s%,横向压下比。直至这个时期,才认识到通过控制轧制能生产出比调质钢具有更好的低温韧性的钢材。
5 硫与延展性的问题
如上所述,该时期的问题是改善c方向的延展性,除控制硫在0.01%―0.02%程度的横向轧制之外,还尝试了添加Ti、Zr、REM(稀土类元素)等硫化物生成元素以控制夹杂物形状。由于同时期进行的炼钢工艺脱硫技术的开发,可进行0.01%以下硫的工业化大规模生产,这个问题通过控制0.005%左右的低硫钢基本得以解决。此外,如果进行对0.01%―0.02%s等级的钢控制轧制,则因板厚(z)方向发生韧性劣化,出现夏氏断裂的微小剥离裂纹(Micro-Fissuring),这是因为MnS夹杂物在低温轧制时容易伸长,与此同时造成夹杂物与基质界面的接合不完全。但是,后来明确低硫钢也发生了同样的断裂(称为分离或层离),正如后面将要谈到除MnS以外,集合组织也可看作是一个原因。 |











