

日前,媒体报道,一直被国外封锁垄断的T800碳纤维也在哈尔滨宣告实现了低成本国产化,其生产成本仅为国际价格的三分之一。在实现低端市场逐步替换国外产品的同时,在中高端市场上也打破了国外企业垄断。更可贵的是,根据相关单位的论文和测试结果,国产T800型碳纤维在性能上完全不输于日本东丽公司的同类产品,而在局部技术参数上更是具有一定优势。虽然今日中国碳纤维产业正处于发展期,但也是经历了风风雨雨才有今天的成绩。 自主研发遭遇困局,技术引进折戟沉沙 1959年,日本发明了用聚丙烯腈为原丝加张力牵伸制造碳纤维的方法,西方于上世纪70年代开始商业化,随后,由于碳纤维优良的特性,被运用于民用航空和军事用途。 中国碳纤维研究始于60年代初,但由于当时国际环境恶劣,且西方对于碳纤维这样的军民两用技术对中国高度技术封锁,加上国内资源紧张,碳纤维的相关研究工作进展相对有限。 直到1975年,在张爱萍将军的部署下,联合20多家研究所和企业共同攻关,终于解决了有无的问题。不过,这批产品也存在一定瑕疵,比如力学性能相对国外同类产品较为有限,成本上相对国外同类产品偏高等。 在之后的几年里,国家累计投入2600多万元,用于碳纤维的研发和生产,一定程度上满足了部分国防军工的需求。但是也存在很大一个问题——在产品质量无法于日本相比的同时,成本却大幅高于日本产品,而且技术差距有越来越大的趋势…… 正是因为这种情况,加上那个特殊年代对洋技术的无限顶礼膜拜,很多单位把希望寄托于引进国外先进技术。某单位还承诺,对引进国外先进技术将给予资金支持。 然而事与愿违,由于巴统条约(巴黎统筹,是对社会主义国家实行禁运和贸易限制的国际组织)限制,国际上在技术方面处于第一梯队的大公司都不愿意向中国转让技术,而且即便是购买少量设备,也往往遭遇政治壁垒——上海碳素厂力图从美国引进设备的举措因美国国防部干涉无疾而终。 因此,技术引进的对象只能从那些技术处于中下游且不够成熟的西方公司中选择。最终,位于吉林和北京的两家单位选择了英国RK公司,然而RK公司的技术虽然略高于国内,但在欧美日本却算不上先进水平。而且虽然没有明确证据表明RK公司在技术上是否有所保留,或者故意使坏,但从结果上看,很难不让人往阴谋论方面联想。 两个项目共耗资900万美元左右,到1990年,吉林的那家单位的炭化炉始终无法正常运转;北京那家单位耗费了7年时间也未能成功,直到1993年“验收”,设备依旧无法正常运行。 不得已,在2套引进设备均无法正常运转的情况下,最后只能当废铁卖了。技术引进的失败不仅耗费了大笔经费,也浪费了宝贵的时间,这笔学费不可谓不高昂。而且因技术引进的失败,导致和日本的技术差距拉得更大了。 总结经验教训攻克难关 2000年,中国碳纤维研发正处于低谷,国内只有三家单位还在勉强支撑,而且也仅仅是小批量供货以满足国防军工的部分需要。 就在危急存亡之秋,金属学及材料科学家师昌绪先生提出要发展碳纤维,师昌绪先生表示:中国的材料科技工作者解决了国防需要的成千上万种新材料,碳纤维制备技术不能突破,是材料科技工作的重大失误......师昌绪当时已近80岁了,80岁以后完全可以少管点事,但他想抓一抓碳纤维,他认为碳纤维上不去,国防安全无保证,将死不瞑目。
随后,成立了以师昌绪先生为组长的课题组(日常工作由李克健教授主持),负责聚丙稀腈基碳纤维发展对策研究。之后又联合多个部门和单位,多次召开会议,对过去的决策失误、研发力量分散、资金使用效率等问题做了讨论,并形成了四点共识:对碳纤维的重要性和技术难度缺乏正确估计;投资严重不足,使用严重不当;形不成国家攻关队伍;缺乏创新意识和创新环境(李克健教授认为这几点共识虽然深度不够,但也大体反映了实际状况,再说过多的话,可能会影响队伍团结)。 正是这些努力,不仅对避免重蹈覆辙意义重大,还对争取“十五”研究经费起到重要作用。之后,国家自然科学基金委员会批准碳纤维2个重点项目。2005年,碳纤维项目被批准为国家重大基础研究项目。 为了推进碳纤维的研究,师昌绪先生提出要集中优势力量,打破门户之别,组织国家队,研制单位控制在2—3家,建立竞争机制等措施,这些举措不仅对集中力量攻坚有积极意义,也提高了经费的使用效率,避免了“多家瓜分,各行其事”的窘境。在积极自主研发的同时,也不放弃技术引进的机会,国内引进了相当于日本东丽碳纤维T300水平的生产线(毕竟T300是上世纪70年代的东西,21世纪才引进阻碍小),对产业发展起到了一定作用。 正是师昌绪等一批老一辈科学家的极力推动,和一大批默默无闻的年轻研究人员的无私奉献,和国家的高度重视和大量资金投入,以及两条腿走路的方针,使中国碳纤维产业度过了最艰难的时刻。 近年来,中国碳纤维产业发展迅速,碳纤维产量稳步增长,具体情况如下图。
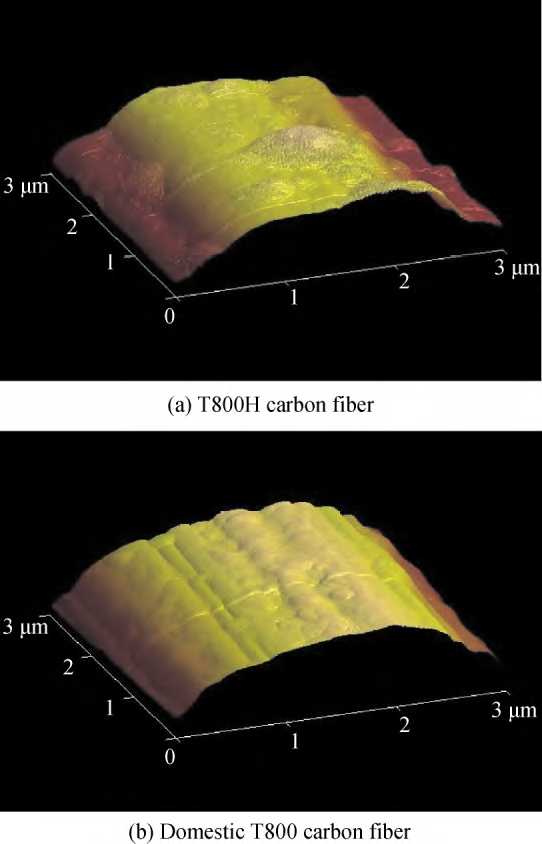
但在看到进步的同时,也要看到差距。目前,国际碳纤维市场的半壁江山被日本占据,在小丝束纤维产能上,日本企业占全球的49%,在大丝束碳纤维产能上,日本企业占全球产能的52%。 不仅产能上有差距,在产品质量和使用用途上也有差距,目前国内还无法商业化量产可以匹敌东丽T1000的产品,在用途方面,国产碳纤维主要用于自行车、高尔夫球棒和钓鱼竿等体育休闲用品,而能够用于航天航空的碳纤维产品相对较少。 国产T800可以替换东丽同类产品 所谓T300、T800、T1000等称谓,其实是日本东丽公司的碳纤维型号,只是由于东丽公司在行业内的地位,所以导致其型号在媒体的报道中,无形中演化成类似于某种强度的碳纤维标杆。从中其实也能看出日本企业在碳纤维领域的行业地位。 在集成电路领域中,三星的14nm制造工艺虽然和Intel的14nm制造工艺同属于14nm,但采用三星工艺加工出来的芯片在性能、功耗等方面与Intel的相比却存在一定差距。那么,国产的T800和日本东丽的T800也存在类似同属T800,但产品性能却逊色不少的情况么? 一篇由中航复合材料有限责任公司、北京航空材料研究院、先进复合材料重点实验室、核工业理化工程研究院、北京航空航天大学材料科学与工程学院技术人员共同署名发表的论文对国产T800碳纤维和日本东丽T800碳纤维做了非常详细的测试。 在测试中,研究人员采用日本Hitachi公司生产的S4800N型冷场发射扫描电子显微镜,观察碳纤维的表面形貌,并计算纤维直径。采用美国Veeco公司生产的D3000型原子力显微镜,观察碳纤维表面形貌,分析表面粗糙度。采用英国Kratos公司生产的X射线光电子能谱仪,分析碳纤维的表面成分。采用北京航空航天大学研制的微脱黏试验机,测试纤维与基体树脂的界面剪切强度。采用美国Instron公司生产的5982型材料电子万能试验机测试复合材料室温干态力学性能。测试表明: 在表面物理态上,相对于东丽T800H碳纤维,国产T800碳纤维的表面较为粗糙,沿纤维轴向分布着更密集的沟槽,且沟槽的深度也较深,这种形貌特征有利于提高国产T800碳纤维与基体树脂的机械啮合作用,从而提高复合材料的界面性能。
(T800H碳纤维和国产T800碳纤维的AFM照片) 由于国产T800碳纤维的氧碳原子比约为T800碳纤维约为31.2%,约为东丽T800H碳纤维的2倍,因此,国产T800碳纤维能够通过化学键合或分子间作用力与基体树脂形成相互作用,从而提高复合材料的界面性能。加上之前提到的在表面物理态上的差异,使得国产T800碳纤维与HT-280树脂能形成更好的界面黏结。 而测试也证明了这一点,东丽T800H碳纤维与HT-280树脂的界面剪切强度约为92MPa,国产T800碳纤维与HT-280树脂的界面剪切强度约为117MPa,后者较前者高约27%。
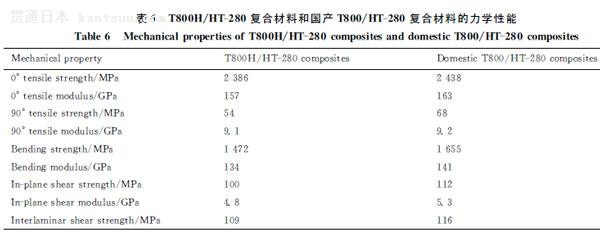
在力学性能方面,国产T800/HT-280复合材料的0°拉伸、90°拉伸、弯曲、面内剪切和层间剪切等力学性能均普遍高于东丽T800/HT-280复合材料。其中,90°拉伸强度高约25%,面内剪切强度、弯曲强度高约12%、层间剪切强度高约7%。
(T800H/HT-280复合材料和国产T800/HT-280复合材料90°拉伸试样破坏SEM照片) 一篇中国科学院大学的博士论文也证明:国产T800碳纤维拉伸强度平均值5.63GPa(东丽T800为5.49GPa),弹性模量平均值292GPa,断裂伸长率平均值1.9%,与东丽公司T800碳纤维产品一致,表明国产碳纤维力学性能完全达到了国外同类产品水平,且各项指标Cv值均较低,稳定性较好。国产T800碳纤维12K产品的元素成分和表面活性与东丽T800碳纤维12K产品比较一致。国产T800碳纤维整体可媲美日本东丽T800产品,完全可以取代国外同类产品加以推广应用。 结语 目前,日本是高档碳纤维材料的主要生产国,日本东丽公司的T800系列碳纤维,是唯一被美国FAA批准用于波音777关键飞行部件的碳纤维,航空工业中碳纤维的重要性不言而喻。 西方国家长期对中国施行T800系列碳纤维禁运,以阻止中国以此提高军用飞机性能以及在国际航空航天材料中获得竞争力。2013年有中国商人在美国被控告非法采购T800系列碳纤维。 必须指出的是,过去国内虽然能做出与国外媲美的产品,但在成本上往往高于国外同类产品。而据哈尔滨人民政府网站1月16日报道,天顺化工将规模化生产的T800级碳纤维的成本,控制到国际价格的三分之一,仅为350元/公斤,这实现在技术上能与国外同类产品争锋的同时,在定价上也占据主动,这对国产T800碳纤维的产业发展和商业化应用就尤为关键了。 参考资料: 《国产T800碳纤维/双马来酰亚胺复合材料的界面及力学性能》,李伟东,张金栋,刘刚,钟翔屿,张代军,包建文,肇研; 《久攻难克的碳纤维技术》,李克健; 《国产T800 碳纤维表征分析及树脂基复合材料性能研究》,顾红星。 (作者微信公众号:tieliu1988) |
中国成功研制T800碳纤维赶超日本 不止一代人努力



新闻录入:贯通日本语 责任编辑:贯通日本语
相关文章
日本前幼儿园职员涉嫌偷拍男童并贩卖视频被捕 涉案人数逾500人
牛丼连锁“すき家”母公司年营收破1万亿日元 创日本外食业纪录
前佐贺市议因利用高龄女性认知功能下降骗取4145万日元,被判刑6年
日经平均股价一度上涨超过800点,徘徊在38,400点以上
日本千叶外房海岸发生连续冲浪事故,2人不幸遇难
香川老旧天文台举办最后一次观测会 望远镜将移至博物馆展出
日本和牛出口额创新高
日本福岛地方社区再造计划获成效
日本青少年自杀率下降得益于心理健康项目
日本企业女性管理层比例首次突破15%
外国人劳动政策放宽以应对劳动力短缺
日本推出新育儿支援政策应对少子化
鈴木えみ、夫との寝室別スタイルを告白「いびきがすごくて一緒には絶対寝ない」
倖田來未、ロサンゼルスで大胆スリットから美脚披露
武田真治、コスプレで別人級の変身!
ジェジュン、「ビジュアルショックだが、私はイケメンだとは思わない」
IVEユジン、故郷・大田でKリーグのキックオフセレモニーに挑戦
NewJeansダニエル、ファンへの感謝と不屈の決意を綴る長文メッセージ
(G)I-DLE、グループ名を「i-dle」に変更し新たなスタート
日テレ郡司恭子アナ、『ミヤネ屋』で結婚を生報告
本仮屋ユイカ、「名前で負けた」と感じた芸能人を告白
島袋寛子、透明感あふれる最新ショットが話題「白に白を重ねたような白」
川瀬もえ、愛車シビック公開で話題沸騰「渋い」「カッコよすぎ」
国民民主党、参院選候補者選定で「身体検査不足」への懸念が浮上
工藤静香、長女24歳誕生日に色鮮やかなワンプレート料理を披露









